मचान के लिए अंत मचान सामान बही निवेश कास्टिंग।
विशेष विवरण:
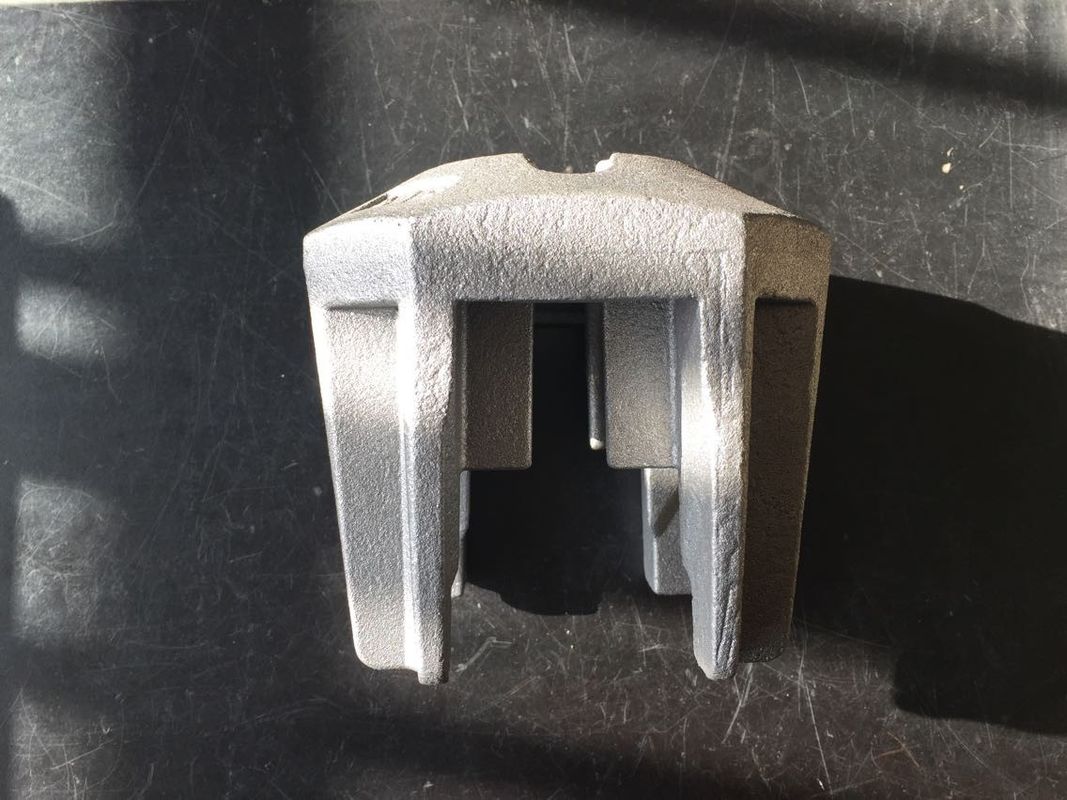
| सहारा अखरोट के लिए तकनीकी पैरामीटर | प्रक्रिया | प्रेसिजन डाली स्टील |
| आकार | ग्राहक चित्र के आधार पर |
| वजन | 8 किलो |
| सामग्री | कच्चा इस्पात |
| सतह का उपचार | शीत galvanizing |
| सहनशीलता | 0.2 मिमी |

विवरण:
निवेश कास्टिंग के आधार पर एक औद्योगिक प्रक्रिया और भी खोया मोम कास्टिंग, पुराने में से एक कहा जाता है
ज्ञात धातु के गठन techniques.From 5000 साल पहले, जब मोम पैटर्न, आज की उच्च-प्रौद्योगिकी waxes, आग रोक सामग्री और विशेषज्ञ मिश्र करने के लिए गठित, कास्टिंग के उत्पादन की अनुमति
सटीकता, repeatability, बहुमुखी प्रतिभा और धातुओं और उच्च की एक किस्म में ईमानदारी के साथ घटकों
प्रदर्शन मिश्र। खोया-फोम कास्टिंग निवेश कास्टिंग है कि इस प्रक्रिया में कुछ कदम समाप्त का एक आधुनिक रूप है।
स्टेनलेस सहित कि निवेश कास्टिंग प्रक्रिया के लिए इस्तेमाल किया जा सकता है सामग्री की एक किस्म कर रहे हैं,
इस्पात मिश्र, पीतल, एल्यूमीनियम, और कार्बन स्टील। सामग्री के लिए बनाया गया एक चीनी मिट्टी गुहा में डाल दिया है
वांछित भाग का एक सटीक नकल बनाते हैं। निवेश कास्टिंग माध्यमिक लिए आवश्यकता को कम कर सकते हैं
आकार देने के लिए कास्टिंग प्रदान करके मशीनिंग।
डाले मोम मॉडल ही, प्रत्यक्ष विधि का बनाया जा सकता है; या एक मॉडल मोम का होना जरूरत है कि, अप्रत्यक्ष विधि नहीं की मोम की नकल की। निम्नलिखित कदम अप्रत्यक्ष प्रक्रिया है जो पूरा करने के लिए एक सप्ताह के लिए दो दिन का समय लग सकता है के लिए कर रहे हैं।
एक मास्टर पैटर्न का उत्पादन: एक कलाकार या मोल्ड निर्माता मोम, मिट्टी, लकड़ी से एक मूल स्वरूप बनाता है,
प्लास्टिक, स्टील, या अन्य सामग्री।
Mouldmaking: एक मिट्टी, मास्टर मरने के रूप में जाना जाता है, गुरु पैटर्न से बना है। गुरु पैटर्न हो सकता
एक कम पिघलने बिंदु धातु, इस्पात, या लकड़ी से बनाया जा सकता है। एक स्टील पैटर्न बनाया गया था तो एक कम melting-
बिंदु धातु सीधे गुरु पैटर्न से डाली जा सकती है। रबड़ molds भी सीधे से डाली जा सकती है
गुरु पैटर्न। यदि गुरु मरने स्टील में सीधे machined है पहला कदम भी छोड़ दिया जा सकता है।
मोम पैटर्न का उत्पादन: हालांकि एक मोम पैटर्न कहा जाता है, पैटर्न सामग्री भी प्लास्टिक और जमे हुए शामिल
पारा। वैक्स पैटर्न दो तरीकों में से एक में उत्पादन किया जा सकता है। एक प्रक्रिया में मोम में डाल दिया है
मोल्ड और एक भी कोटिंग के आसपास जब तक swished, आमतौर पर के बारे में 3 मिमी (0.12 में) मोटी, भीतरी सतह को शामिल किया
मोल्ड के। यह जब तक वांछित मोटाई तक पहुँच जाता है दोहराया है। एक अन्य विधि पूरे भर रहा है
पिघला हुआ मोम के साथ मिट्टी, और, इसे ठंडा होने तक एक वांछित मोटाई मोल्ड की सतह पर स्थापित किया है। बाद
इस मोम के बाकी फिर से बाहर फेंक दिया जाता है, मिट्टी उल्टा हो गया है और मोम की परत के लिए छोड़ दिया जाता है
शांत और कठोर। इस विधि के साथ यह मोम की परत के समग्र मोटाई को नियंत्रित करने के लिए और अधिक कठिन है।
घुलनशील मोम या चीनी मिट्टी: एक कोर की आवश्यकता है, वहाँ दो विकल्प हैं। घुलनशील मोम कोर पिघल करने के लिए तैयार कर रहे हैं
मोम पैटर्न के बाकी के साथ निवेश कोटिंग, चीनी मिट्टी कोर जबकि के बाहर का हिस्सा रहना
मोम पैटर्न और बाद workpiece डाली है हटा रहे हैं।
इकट्ठा मोम पैटर्न मोम पैटर्न तो मोल्ड से निकाल दिया जाता है। इस पर निर्भर
आवेदन कई मोम पैटर्न इतना है कि वे एक बार में सभी डाली जा सकती बनाया जा सकता है। अन्य अनुप्रयोगों में,
कई अलग अलग मोम पैटर्न बनाया जा सकता है और फिर एक जटिल पैटर्न में इकट्ठे हुए। पहली बार में
मामला कई पैटर्न एक पैटर्न क्लस्टर, या पेड़ के रूप में जाना जाता है परिणाम के साथ, एक मोम स्प्रू से जुड़े होते हैं;
के रूप में कई के रूप में कई सौ पैटर्न एक पेड़ में इकट्ठा किया जा सकता है। ढलाई कारखानों अक्सर पंजीकरण चिह्नों का उपयोग
वास्तव में संकेत मिलता है कि वे कहाँ go.The मोम पैटर्न एक के माध्यम से स्प्रू या एक दूसरे से जुड़े होते हैं
गर्म धातु tool.The मोम पैटर्न भी पीछा किया जा सकता है, जो बिदाई लाइन या चमकती इसका मतलब मला
गर्म धातु उपकरण का उपयोग कर बाहर। अंत में यह तैयार हो जाता है, जिसका मतलब है कि किसी भी अन्य खामियों को संबोधित कर रहे हैं
इतना है कि मोम अब समाप्त टुकड़े की तरह लग रहा है।
निवेश: चीनी मिट्टी मिट्टी, निवेश के रूप में जाना जाता है, तीन दोहरा कदम द्वारा निर्मित है: कोटिंग,
stuccoing, और सख्त। पहला कदम ठीक आग रोक सामग्री का एक घोल में क्लस्टर सूई शामिल
और फिर से किसी भी अतिरिक्त नाली दे, तो एक वर्दी सतह का उत्पादन किया है। यह ठीक सामग्री के लिए पहले प्रयोग किया जाता है
एक चिकनी सतह खत्म कर देना और ठीक विवरण पुनरुत्पादन। दूसरे चरण में, क्लस्टर एक साथ stuccoed है
मोटे चीनी मिट्टी के कण, एक fluidised बिस्तर में सूई, एक वर्षा-सैंडर में रखकर अथवा लगाने से
हाथ। अंत में, कोटिंग कड़ा करने के लिए अनुमति दी है। ये कदम दोहराया जाता है जब तक निवेश है
आवश्यक मोटाई, जो आम तौर पर 5 से 15 मिमी (0.2 में 0.6 करने के लिए) के लिए है। ध्यान दें कि पहले कोटिंग्स के रूप में जाना जाता है
प्रधानमंत्री कोट। कई गिरावट के लिए एक वैकल्पिक एक फ्लास्क और फिर तरल में क्लस्टर ऊपर से नीचे की जगह नहीं है
निवेश सामग्री फ्लास्क में डाल दिया है। कुप्पी तो फँस हवा से बचने के लिए अनुमति देने के लिए स्फूर्त है और
details.Common आग रोक बनाने के लिए इस्तेमाल सामग्री के सभी में निवेश सामग्री भरने में मदद
निवेश कर रहे हैं: सिलिका, जिरकोन, विभिन्न एल्यूमीनियम सिलिकेट, और एल्यूमिना। सिलिका आम तौर पर जुड़े हुए में प्रयोग किया जाता है
सिलिका रूप है, लेकिन क्योंकि यह कम खर्चीला है कभी कभी क्वार्ट्ज प्रयोग किया जाता है। एल्यूमीनियम सिलिकेट का मिश्रण हैं
एल्यूमिना और सिलिका, जहां आमतौर पर इस्तेमाल किया मिश्रण 42 से 72% करने के लिए एक एल्यूमिना सामग्री है; 72% पर
एल्यूमिना यौगिक mullite के रूप में जाना जाता है। प्राथमिक कोट के दौरान, जिक्रोन आधारित रीफ्रैक्टरीज हैं
आमतौर पर, इस्तेमाल किया क्योंकि zirconium कम प्रतिक्रिया करने के साथ पिघला हुआ metal.Chamotte एक और संभावना है
आग रोक सामग्री है कि इस्तेमाल किया गया है। सिलिका करने से पहले, प्लास्टर का एक मिश्रण है और जमीन वर्ष के नए नए साँचे था
जगह में आग रोक सामग्री पकड़ करने के लिए इस्तेमाल used.The बाँधने में शामिल हैं: एथिल सिलिकेट (शराब पर आधारित है और
रासायनिक सेट), कोलाइडयन सिलिका (पानी आधारित है, यह भी सूखने द्वारा निर्धारित सिलिका प), सोडियम सिलिकेट, और एक के रूप में जाना
इनमें से संकर पीएच और चिपचिपाहट के लिए नियंत्रित।
Dewax: निवेश तो पूरी तरह से सूखे की अनुमति दी है, जो 16 से 48 घंटे लग सकते हैं। सुखाने हो सकता है
एक निर्वात को लागू करने या पर्यावरण आर्द्रता कम करके बढ़ाया। यह तो कर दिया जाता है ऊपर से नीचे
और एक भट्ठी में रखा या बाहर पिघला और / या मोम भाप बनकर आटोक्लेव। अधिकांश खोल विफलताओं इस पर होते
बिंदु वजह से किया waxes एक थर्मल विस्तार गुणांक तुलना में बहुत अधिक है
निवेश सामग्री यह आसपास इतनी के रूप में मोम गरम किया जाता है वह फैलता है और महान तनाव लाती है। क्रम में
के रूप में तेजी से संभव के रूप में इन तनावों मोम गरम किया जाता है कम से कम करने के लिए इतना है कि मोम की सतह पिघला कर सकते हैं
या निवेश की सतह में ढालना है, जो करने के लिए मोम के आराम के लिए जगह बनाता है से बाहर चला
विस्तार। कुछ स्थितियों में छेद पहले से इन तनावों को कम करने में मदद करने के लिए मोल्ड में drilled किया जा सकता है।
किसी भी मोम कि मोल्ड के बाहर चलाता है आम तौर पर बरामद किया और पुन: उपयोग किया जाता है।
Burnout और preheating: मोल्ड तो एक burnout, जो 870 डिग्री सेल्सियस के बीच ढालना तपता के अधीन है
और 1095 डिग्री सेल्सियस किसी भी नमी और अवशिष्ट मोम को दूर करने के लिए, और ढालना सिंटर करने के लिए। कभी-कभी यह हीटिंग है
यह भी पहले से गरम के रूप में इस्तेमाल, लेकिन दूसरी बार ढालना इतना ठंडा है कि यह परीक्षण किया जा सकता अनुमति दी है। किसी भी दरारें हैं
पाए जाते हैं वे चीनी मिट्टी के घोल या विशेष सीमेंट्स के साथ ठीक हो सकता है। ढालना अनुमति देने के लिए छोड़ देते है
धातु तरल लंबे समय तक रहने के लिए किसी भी जानकारी को भरने के लिए और आयामी सटीकता की वृद्धि करने के लिए, क्योंकि मोल्ड और
एक साथ कास्टिंग शांत।
घनघोर: निवेश मोल्ड तो रेत से भरा एक टब में रखा गया है कप के ऊपर की तरफ। धातु हो सकता है
गुरुत्वाकर्षण डाला, लेकिन अगर वहाँ सांचे में पतली वर्गों रहे हैं यह सकारात्मक हवा के दबाव को लागू करने से भरा जा सकता है,
वैक्यूम डाली, झुकाव डाली, घनघोर सहायता दबाव, या केन्द्रापसारक डाली।
विनिवेश: खोल, मीडिया विस्फोट, स्फूर्त, अंकित किया है waterjeted, या रासायनिक भंग (कभी कभी
तरल नाइट्रोजन के साथ) कास्टिंग जारी करने के लिए। स्प्रू काट दिया और साफ किया है। कास्टिंग तो हो सकता है
साफ है, कास्टिंग प्रक्रिया के लक्षण दूर करने के लिए आमतौर पर पीस द्वारा।
आदेश में विकसित करने और विश्व स्तर पर OEM निर्माताओं के लिए एक विश्व स्तर के आपूर्तिकर्ता के रूप में हमारी प्रतिष्ठा बनाए रखने के लिए,
हम गुणवत्ता, सेवा, प्रौद्योगिकी और लोगों में भारी निवेश किया है। 2000 प्रमाणित: हम एक आईएसओ 9001
कंपनी और जैसे दस्तावेज है
प्रक्रियाओं और प्रथाओं हमारे ग्राहकों को सेवा के उच्चतम स्तर को सुनिश्चित करने के लिए। हमारे तेजी के परिणामस्वरूप
और निरंतर विकास,
हम अपने प्रबंधन और तकनीकी टीमों का विस्तार और सुनिश्चित करें कि वे नवीनतम में प्रशिक्षित किया जाता है
प्रौद्योगिकियों और फाउंड्री practices.Our प्रबंधन और इंजीनियरिंग टीमों सतत उन्नयन प्राप्त
क्षेत्र में इस तरह बीजिंग Qinghua विश्वविद्यालय के रूप में स्कूलों और विभिन्न कॉलेजों में फाउंड्री। हम भी कर रहे हैं
कई विभिन्न पर योग्य प्रशिक्षकों द्वारा सिखाया नियमित रूप से कक्षाओं के साथ हमारे श्रमिकों को उपलब्ध कराने के लिए समर्पित
फाउंड्री प्रथाओं और प्रक्रियाओं हम GSC पर इस्तेमाल करते हैं।
हर नए कास्टिंग कि GSC का उत्पादन फार्म, समारोह और खत्म करने के लिए बड़े पैमाने पर अध्ययन किया जाता है इससे पहले कि हम कभी भी कटौती
किसी भी लकड़ी या पैटर्न के लिए प्लास्टिक डालना। हमें लगता है कि विस्तृत योजना, की भागीदारी के लिए एक प्रतिबद्धता हमारे
नियोजन प्रक्रिया में ग्राहक और उचित फाउंड्री methoding, न केवल बहुत चुनने
accurateand उच्च गुणवत्ता प्रोटोटाइप के लिए नेतृत्व बार कम कर देता है, लेकिन यह भी उच्च गुणवत्ता के उत्पादन में यह परिणाम
कास्टिंग। यह भी उत्पादन कास्टिंग के लिए अवधारणा (ड्राइंग) से समय को कम करने के लिए साबित कर दी है।
OEM सेवा
हम अपने सभी ग्राहकों के लिए OEM सेवा प्रदान करते हैं, हम कड़ाई से अपने चित्र के आधार पर निर्माण होगा।
कृपया हमें अपने चित्र या जांच भेज

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!